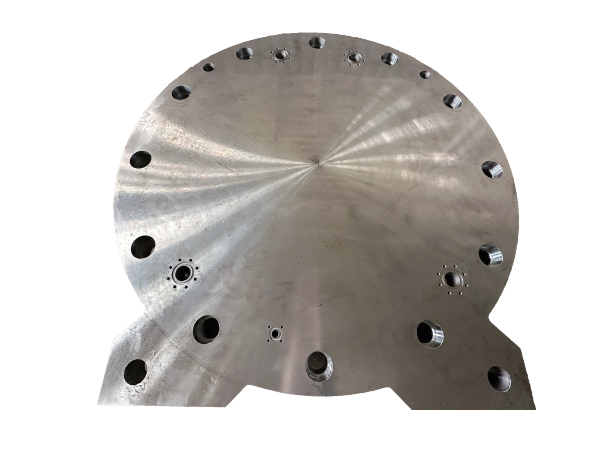

管板加工的流程有很多,今天我们要说的就是管板自动焊的使用方法!首先我们需要知道什么是管板,其实就是就是在圆形钢板上钻出比管子外径一样略大一些的孔,是换热器中起到固定管子以及密封介质作用的圆钢。大型热流体交换设备中,管束是必要的交换路径。小径体积的热力换热装置可以采用手工氩弧焊,但是大型设备在焊接中,每一个管板管束在上千以上。这样的大体积依靠手工焊接容易造成漏焊,焊接效率低。因此管板氩弧焊机正是这类设备的首先选择焊接方法。今天我们给大家展示下这类焊接的操作细节。
1、焊前准备
清除管板表面及换热管端头100mm范围内的氧化膜、铁锈、油污、水等脏物。低合金钢和碳钢一般用钢丝刷, 不锈钢应采用不锈钢钢丝刷清理, 然后用丙酮擦拭坡口清除油污。清理后的焊件应尽早组装焊接, 停放时间不宜超过24小时。检查换热管装配质量和尺寸,管头露出长度应均匀,不得有参差不齐,并避免强行组装露出管头。钨极一般采用铈钨极。
填充焊丝焊前必须清除油锈, 清理后应妥善保管, 放于干燥处, 随用随取。 清理后的焊丝放置时间不宜超过长,否则重新清理。应在清洁无风的室内进行焊接, 户外焊接应设防风棚, 如有下列情况, 没有有效的防护措施, 禁止施焊。 定位焊时, 应采用与产品正式焊接相同牌号的焊丝, 采用相同的焊接工艺。

2、焊接数字界面,选择预先设置好的程序
焊接时,必须显示工作界面,如果没有预先设置好程序,必须先设置程序。将机头调节到要求位置,使用适当的工具调整钨极和导丝嘴位置。
A.按启动按钮,观察焊接情况,直到该管头焊接完毕。B.当氩气滞气结束候,应全部拉出机头调至下一位置。C.当一孔焊完后,机头一定不允许放在管子内,必须拉出。
切不可在无工件时或钨极远离工件时接通高频。焊一层、不填丝,第二层填丝。脉冲宽度调节范围:20%―40%;脉冲频率调节范围:0.2―5次/秒;机头旋转一周时间调节范围:12秒机头焊丝送速度:100―2500mm/min;焊丝0.8~1.mm;氩气用量:小于15升
管板自动焊的气体选择你会怎么选择,无锡龙洼数控告诉你,这个必须采用氢氩混合气体作为脉冲模式焊接下的气体。氢氩混合气起到了还原作用。管板加工的精度,特别是管孔间距和管径公差、垂直度、光洁度都极大地影响着以上所列化工设备的组装和使用性能。感谢您的浏览!